





Machine vision enables computers and machines to interpret and understand visual information from the physical world, allowing for the automated identification of objects, people, patterns, and actions. The primary purpose of identification using machine vision is to replicate human visual perception, but with greater speed, accuracy, and consistency. It leverages algorithms, machine learning, and deep learning techniques to analyze images, videos, and real-time data streams, making decisions based on the visual input.
Industrial Image Processing
-
Artificial Image Synthesis
Expert for computer science in computer vision, image processing and 3d computer graphics
Identification with Machine Vision
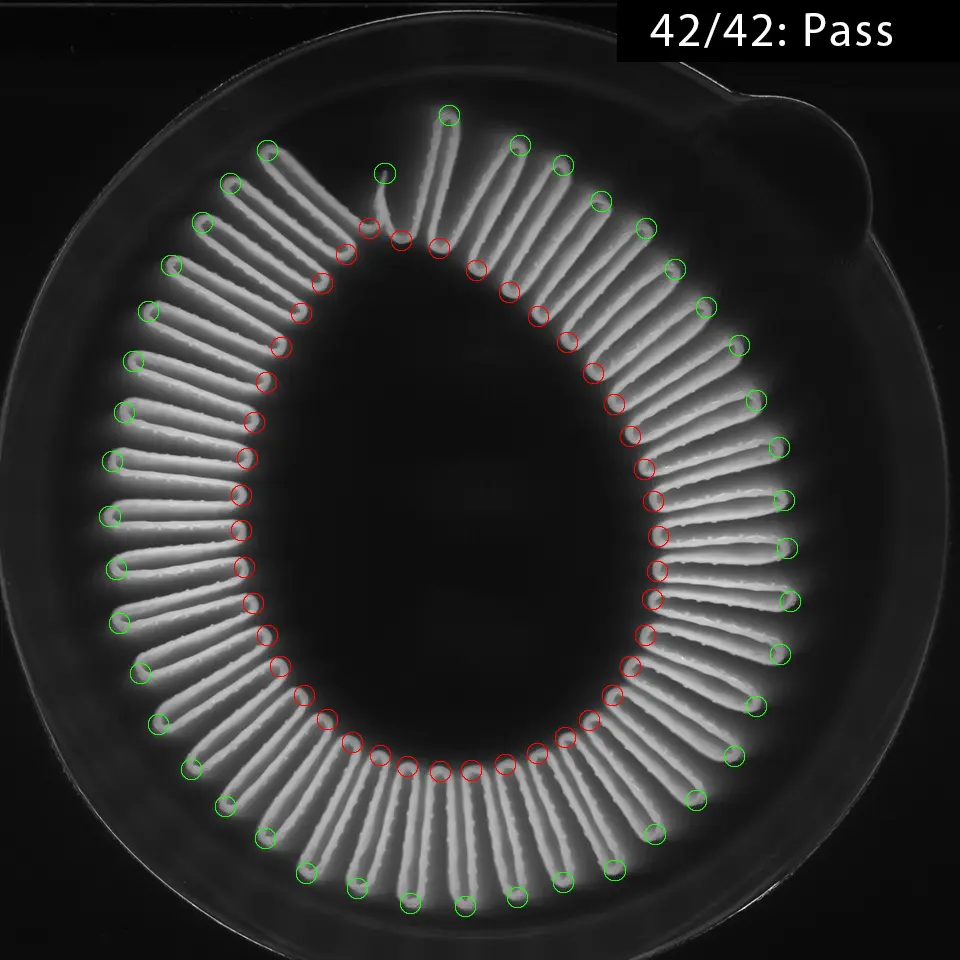
In manufacturing, machine vision systems are employed to identify specific defects, distinguish between various elements, count items, detect misplaced components, and identify parts that do not meet required specifications. Unlike inspection systems, which focus primarily on quality assessment, identification systems are geared towards quantifying elements and ensuring their correct placement and quantity. For example, in the production of particle filters, the exact number of inner and outer loops is critical. Filters that do not meet these specifications are identified and removed before packaging, ensuring only compliant products proceed further. In the automotive industry, machine vision systems inspect parts to ensure they meet precise specifications before assembly, contributing to higher quality and reliability in the final vehicle. Machine vision also plays a crucial role in medical diagnostics. In healthcare, it is used to identify anomalies in medical images such as X-rays, MRIs, and CT scans. These systems assist in the early detection of diseases like cancer by recognizing patterns that may be missed by the human eye, significantly enhancing diagnostic accuracy.